
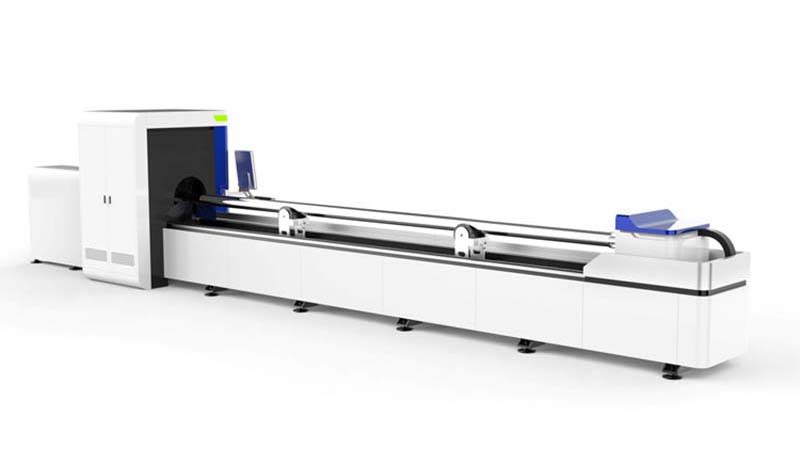
با پیشرفت سریع فناوری لیزر،ماشین آلات برش لوله لیزریدر بسیاری از صنایع، استفاده از دستگاههای برش لیزری لوله، روز به روز گستردهتر میشود. ظهور تجهیزات برش لیزری لوله، تغییرات اساسی در فرآیند برش صنعت سنتی لولههای فلزی ایجاد کرده است. دستگاه برش لیزری لوله دارای ویژگیهای اتوماسیون بالا، راندمان بالا و خروجی بالا است. برای لولههایی با جنسهای مختلف، نیازی به تعویض تیغههای اره مربوطه نیست و نیازی به توقف در میانه راه نیست. این دستگاه برای تولید انبوه بسیار مناسب است.
برای حفظ عملکرد بالای دستگاه برش لوله لیزری، لازم است که تجهیزات به طور منظم نگهداری شوند، بنابراین چگونه دستگاه برش لوله را نگهداری کنیم؟ علاوه بر نگهداری بستر تجهیزات، نگهداری سه نظام نیز بسیار مهم است. در زیر 4 نکته برای نگهداری سه نظام آمده است.
 ۱. برای روغنکاری سه نظام، مرتباً سه نظام را روغنکاری کنید تا مطمئن شوید که سه نظام همچنان میتواند در حین حرکت دقت بالایی داشته باشد. هنگام روغنکاری دقت کنید. روغنکاری نادرست ممکن است باعث شود سه نظام پنوماتیک در مواقعی که فشار هوا کم است، نیروی گیره ضعیف است، دقت گیره ضعیف است، سایش غیرطبیعی است یا گیر میکند، به طور عادی کار نکند، بنابراین هنگام روغنکاری به عملکرد صحیح روغنکاری توجه کنید.
۱. برای روغنکاری سه نظام، مرتباً سه نظام را روغنکاری کنید تا مطمئن شوید که سه نظام همچنان میتواند در حین حرکت دقت بالایی داشته باشد. هنگام روغنکاری دقت کنید. روغنکاری نادرست ممکن است باعث شود سه نظام پنوماتیک در مواقعی که فشار هوا کم است، نیروی گیره ضعیف است، دقت گیره ضعیف است، سایش غیرطبیعی است یا گیر میکند، به طور عادی کار نکند، بنابراین هنگام روغنکاری به عملکرد صحیح روغنکاری توجه کنید.
۲. از گریس دی سولفید مولیبدن، معمولاً گریس سیاه، استفاده کنید و گریس را به نازل سه نظام تزریق کنید تا گریس از سطح فک یا سوراخ داخلی سه نظام سرریز شود. اگر سه نظام برای مدت طولانی با سرعت بالا کار کند یا از پردازش با کمک اکسیژن برای مدت طولانی استفاده کند، به روانکاری بیشتری نیاز است و فرکانس روانکاری باید با توجه به شرایط کاری واقعی تنظیم شود.
۳. پس از اتمام پردازش، هر از گاهی لازم است از یک تفنگ بادی فشار قوی برای مقابله با گرد و غبار باقی مانده روی خود سه نظام و مسیر کشویی استفاده شود. توصیه میشود هر ۳ تا ۶ ماه یکبار فکهای سه نظام را تمیز و روغنکاری کنید تا سطح آن تمیز و روان بماند. بررسی کنید که آیا قطعات شکسته و فرسوده شدهاند یا خیر و در صورت فرسودگی شدید، آنها را تعویض کنید. پس از بازرسی، فکها باید قبل از استفاده به درستی روغنکاری و نصب شوند.
۴. قطعات کار خاص یا قطعات کار غیر استاندارد باید با سه نظامهای خاص بسته و پردازش شوند. سه نظام برش لوله لیزری استاندارد برای اشکال لوله متقارن و بسته مناسب است. اگر از آن به زور برای بستن قطعات کار نامنظم یا عجیب استفاده کنید، باعث ناهنجاریهای سه نظام میشود. اگر فشار هوای سه نظام خیلی زیاد باشد، سه نظام تحت فشار زیاد قرار میگیرد یا پس از خاموش شدن، سه نظام نیز قطعه کار را میبندد که این امر باعث کاهش عمر سه نظام و ایجاد مشکلاتی مانند لقی بیش از حد سه نظام میشود.
۵. از زنگ زدن فلز نمایان سه نظام جلوگیری کنید. جلوگیری از زنگ زدگی نکته کلیدی دیگری است. زنگ زدگی سه نظام نیروی گیره را کاهش داده و نمی تواند قطعه کار را محکم نگه دارد، که به طور جدی بر دقت و کارایی تولید تأثیر می گذارد.
روش فوق روش اصلی برای نگهداری دستگاه برش لوله لیزری است. البته استفاده محتاطانه اپراتور و مراحل عملیاتی استاندارد کارکنان نیز از عوامل مهم برای حفظ عملکرد دستگاه برش لوله هستند.
زمان ارسال: ۱۹ ژانویه ۲۰۲۳




